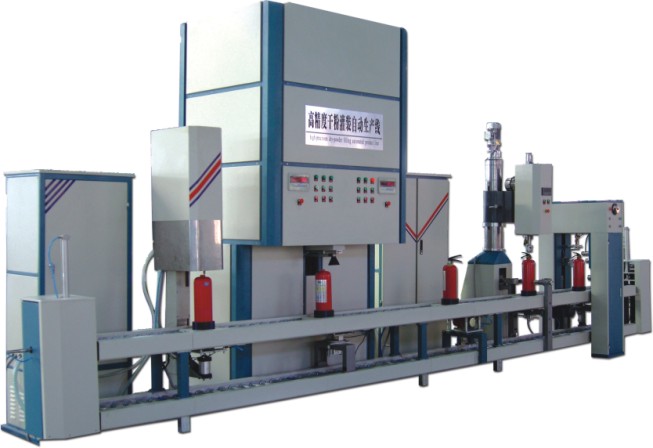
�߾��Ȝ�����ɷ۹��b���a��
�C��������
�߾��Ȝ�����Ԅӹ��b���a�������ҹ�˾�����ˆT���Շ������������a��Ҫ������c�OӋ���������
�aƷ�����ijɹ���־���������b�Ԅӻ�������һ�����_�A���Ԅ����a���������P�߾��Ȃ��������ڿɾ�
�����������PLC���Ŀ����£����ٶȡ�λ�á�������Ť�ء��ܷ��Եȸ�헅����M�Мyԇ�ͱO�أ��γ�
�]�h����ϵ�y��������λ���f���������Ú≺���ӿ��ƣ����F�˹⡢�C��늡��⡢����һ�w���Ԅӻ��O
�䡣ԓ�aƷ��Ҫ������Ԫ�M�ɣ���݁ݔ�͙C��ԭ�b��Դ�b�á��ֹࡢ����ϵ�y������b�y��ƿ�y��
�o���Ӊ���λ��й©�z�顢�N�˺���z����ӡ�ȣ�����M�ɲ��֣��ȿ�����һ��������Ԫ������������
�C�Y����һ������һ�l�Ԅӻ������a������ʡ�������a�����ߣ�ÿ�l���a��ֻ��2-3�˼�����ɽM�b��
������4kg�����������ÿС�r�a����Ʒ220��������˾�����50������a�����Ժ������ɑ��͑�����
��Ҫ�����a���N���ڜ�������a���O�䡣
��Ҫ���g������
1 ���a������ 4kg����� 220ƿ/�r
2 ݔ�;��ٶȣ� 6 ��/��
3 ���b�ٶȣ� 30kg/��
4 �b�����ȣ� ��0.7%
5 ������ 0.4��0.8Mpa
6 �Դ�侀�� AC380V/220V/50Hz
�O�䰲�b��
�O���\�֬F�������Ȱ�݁��ݔ�͙C��ݔ�;�������f�����õ�ƽ���B�ӣ��S���{��ݔ�͙C�Ĵ�ֱ��ƽ
�С��Ե�ƽ���������l���Ĵ�ֱ�Ȳ��õ���11������݁�ɶ�֧�μܵ�ƽ�жȲ�����10�����ٰ��bݔ��
�C�ɶ˵��бP�����C�������������ӱP��ݔ�͙C�Ă��f��ʽ��Ħ���D�ӣ��������{������݆��ݔ�͙C݁
�ӂ���݆���c����݆���ӱP��݁�ӂ���݆��֮�g�ľ��x�r���ܴ���1mm������݆��䓼����Ą�݆��۰�
֬��������Ȼ���ڰ��b�rҕ��r���������������硢�]�Л_�����ɡ�Ȼ���մֹ��b�������b����Ӳ�
�y�����o�C��������b�á����ܙCе�۵�������ζ�λ��ݔ�͙C�ԣ�������λ֮�g�Ķ�λ���x������
��λ�r�����מ�ʡ��ٰ�����b�á����m�b�á�ԭ�b��Դ��֧�ܔR�������a���������[�ţ��Ѵֹ�
�b�����۹ܽ�����b�ú̈́�Դ���ۿ���ӣ�������܄t�ӵ�����b�ü��ɣ������b���a�۹�һ�˺;���
����Ͳ�B�ӣ���һ�^�c��Դ����һ���ۿڽ��B�������C�Ú�Ӛ�Դ�̓���Ͳ���ڽӺã����C�Ă��f����
λ����Դ�ɿՉ��C���o�����m�b���Ѓɗl�ܾ���һ�l���ڴֹ࣬��һ�l�����ھ�����m���ֹ�Q����
���Ă��о��c�ֹ�Q�x�B�ӣ�����Q�������Ă��о��c����Q�x�B�ӣ����B�ӷ�ʽ�錦�ӡ�����
�Ӻ��Դ�侀������AC380V/200V/50Hz��
������ԭ�����{����
4��1 �ֹ��b
��������������g������ؓ����ɷۄ���Դ�����ɷ����뱻�b������
�����{����ۿ��c�����֮�g���x��ͨ�^��������ϵ������c�½����o�팍�F�����_늚������係�_
�P���_���Չ��C����ͨPLC�Դ��������������бP�ȣ����бP�Ƶ��ֹ�����λ���������Ԅ�����
�����������½��o���^��ۿ��c������ڵĠ�B��ֱ����ȫ�Ǻϣ�������������ٶ��{����ͨ�^
���늴��y������Ĵֹ����������y�{�����{�������ٶȵĿ����Բ��_�����Ͽڞ���m������������
�߶Ȳ��M��ͬ�������{���r������Ա��b�����Ͳ�w��˜ʡ����x���_�C�I���x���M���ԄӚw���A�Σ�
���@ʾ����r�����Ȱѱ��b�ɷ۵�����ֵ�A�÷Q���@ʾ�x���_���ֹ����Ӱ��o���M���b���A�Ρ������b
�����A��ֵ�r��ͨ�^�Q���@ʾ�x�c����ϵ�y���ӣ���ɹ��b�^�̡����ڴֹ��^�����b���ٶȿ죬�a����
�B�`��ֵ��������O���A������ֵ�r��һ��ȡ���H���b����90%�����磺�Թ��b4kg�����������ƿ�w��
1.95kg�����b�ɷ�4 kg������������бP1.39 kg��������1.95 kg+4 kg+1.39 kg=7.34 kg���t�O���A�Ãx
��ȵĔ�ֵ��7.34 kg��90%=6.60 kg���Q���@ʾ�x�A�Ô�ֵ�IJ����������£���[��/ë/�O��]�I���@ʾ�x�@
ʾ��-------������[����/��ֵ]�I���@ʾ�x�@ʾ��d����������������Ȼ��[��/ë/�O��]�I���@ʾ�x�@ʾ
��t�����������������^�m��[��/ë/�O��]�I���@ʾ�x�@ʾ��c�����������������^�m��[��/ë/�O��]�I���@ʾ�x�@ʾ
��p�������������������@ʾ�x�@ʾ��L���������������r�����@ʾ�Ĕ�ֵ�c����Ĕ�����ͬ�r���t������ݔ�롣���ȣ�
�B�m��[������ֵ]�I��ֱ�����@ʾ�x��ԭ�@ʾ�Ĕ�ֵ��������0.000����ֹ���˕rĩλ�����Ԅ�ѭ�h�@ʾ��0-
9��ʮ�����֣��ٰ����������ֵݔ�뼴�ɡ��䷽���飺������b4kg�Ĝ�����r�����ѡ�L��ֵ�O��
��6.60������ĩλ���@ʾ��6���r��Ѹ�ٰ�[������ֵ]�I�_�J����ĩλ���@ʾ��6���r����Ѹ�ٰ�[������ֵ]�I�_
�J����ĩλ���@ʾ��6���r��Ѹ�ٰ�[������ֵ]�_�J����ĩλ���@ʾ��0���r��Ѹ�ٰ�[��/ë/�O��]�I���˕r��
���@ʾ�x�@ʾ�顰H�����������������˔�ֵ���Sǰ�Ѿ����ã�������ݔ�딵ֵ��עH��ֵ��횴���L��ֵ�����
H��ֵС��L��ֵ�r�������F�������������Ԅ�ֹͣ��������ݔ��L��ֵ���k����ݔ��H��ֵ����*���ٰ�
һ��[��/ë/�O��]�I�����C����ȥƤ���O����ֵ�Ĺ��ܣ����Ҿ���ӛ��ģ�K���������蔵ֵ����x����
�������h���д˔�����������׃��ֵ��ֻ�������A�Ô�ֵ���������ϡ������������������┵����
4��2 �����b
��������ݔ�ͷ�ʽ�b�ϣ� �����ٶȵĿ���ͨ�^��׃�D�ف팍�F����������Ҫ�ɣ�늙C�τӵ���������
�C�����P䓃���Ͳ�������ܿ��ɡ��a�ۿ������ȽM�ɡ��ֹ�Y����ݔ�͙C��������͵����λ���ɔr
�����ʴ_��λ�������бP���������ͨ�^���ذ��ϵ��������o���m���{�����Ͽ��c���b�����֮�g�ĸ�
�ȡ����ڱ���λ�г��m���ܣ���**��������ܹ��b�����m�͵ڶ��������ѱ��bƿ�ڸ����ķۉm����
����ʡ�����ڹ��b�r���۴�ֱ����ƿ�ȣ��������S�ۉm���磬�����m�b�ã����ա������������ã���
�����ϙC�������ٶȣ��ɟo���{�ٵ��τ�늙C���ƣ��b�����Ķ��٣��ɷQ���@ʾ�x�����ۿ����y������
�C�c�τ�늙C֮�g��늴��x���b�ã�����֮�g����ã����F���ࡣ�鲻Ӱ��B�m���b������Ͳ�ȑ���
�C�������ķۡ����۱����b�p�ٵ�һ���r����λָʾ�����������M���a�䣬���a�䵽һ���r��������ָ
ʾ��ֹͣ�a�ۡ�����λ���Ú������������b�ۺͳ��m��ͨ�^�{����ӿ����y������ľ���������
�y��ʹ�������������������ٶ��Ծ���Q�x�Ĕ���׃������A��������r���x��������ֵ׃��
�����^200g����m��
�˹�λ�ķQ����ӷQ�ʹֹ��b��λʹ�õķQ����ӷQ��һ�ӵģ����wʹ�÷����ʹֹλ��ӷQ�IJ���
������ͬ���@�ﲻ��٘����
4��3 ����b�y
����늄�������a���ě_�������������bƿ�ȸɷۣ������ڰ��b�����y���ѹ��b�ɷ۵Ĝ�������͵���
������λ�������ƽ�_���𡣰��O���Ĺ����r����ӣ��˕r�˹��ч����y����ƿ�ȣ������y��ƿ�Ľz��
���ӡ�
4��4 ���o��λ
��ӽӽ��_�P�͔r�����ʴ_��λ��ͨ�^���b�ڜ�������ÊA�^�ϵ�ҕ�X�͂�������λ�����y�ֱ����ŵ�
����A�^�b�A�ֱ���늄����o�����y��
����λ�ĽM�ɣ���������������늙C�����o늙C��ҕ�X�͂��������r������Ť��������������@ʾ
�x�������y���ÊA�^���Զ��ĊA�ߵȡ�ǰһ����Y���� ���������������λ���r��������ӽӽ�
�_�P�ʴ_��λ���бP�Ԅ�����r���ԄӶ��ĊA�߰ќ������ס�����������o늙C�D�ӣ��b������߅
��ҕ�X�͂����������_��λ���ʇ����y�ֱ��ŵ͚��ʹ���ÊA�^�½��b�������y�����_ʼ���D��ֱ��Ť
���_���O��ֵ���Ԅ�ֹͣ���ٰќ���������y�ֱ����oһ������������Üʂ䡣�бP�����
���Ԅӿ��ĊA������Ą���Ҫ���ڷŵ͚���Զ��ĊA�ߵ��o����ס��@�˄�����Č��F��������
�{�������y�m���{�����^�����M���ٶȣ�ֱ�����m��Ť�������@ʾ�x���w�O����ֵ�IJ���������
�£�
|
�� �Q
|
�f ��
|
|
�@
ʾ
��
|
�ٜy��ֵ�@ʾ��
|
l �@ʾ�y��ֵ
l �څ����O�à�B�£��@ʾ������̖��������ֵ
l ĩλС���c��ӛ�ָʾ
|
|
ָʾ����
|
l �����c�Ĉ�B�@ʾ
|
|
��
��
�I
|
�� �O���I
|
l �y����B�£���ס2������ϲ����_���t�M���O�à�B
l ���O�à�B�£��@ʾ������̖�r����ס2������ϲ����_���M����һ�M�����y����B
|
|
�� �� �I
|
l �ڜy����B�oЧ
l ���O�à�B�£����{��ԭ�Ѕ���ֵ
���Ƅ���λ
|
|
�� �_�J�I
|
l �ڜy����B�oЧ
l ���O�à�B�£������ĺõą���ֵ
|
|
�� �����I
|
l �ڜy����B���Ӵ�ӡ
l ���O�à�B�����Ӆ�����ֵ���׃�O�����
|
|
�� �p�I
|
l ���O�à�B�pС������ֵ���׃�O�����
|
���O��ֵ���O�÷�����
���O��ֵ�ڵ�1�M�������o���ܵăx��]��ԓ�M������
��1����ס�O���I2�����ϲ����_���M���O�à�B���x���@ʾ��1�������ķ�̖��
��2�����_�J�I��������x�M����������
��3�������I�{����ǰ������ԭ�O��ֵ���W�qλ������λ��
��4��ͨ�^���I�Ƅ���λ�������I��ֵ���pС�I�pֵ���������Ğ���Ҫ��ֵ��
��5�����_�J�I�����ĺõą��������D����һ���������鱾�M����1���������t���_�J�I���˳��O�à�
�B��
�؏͢�-�ݲ������O�ñ��M������������
«����ĺ�ą������ܴ��룬�����OAI�������O�Þ�ON��ʹ���M�������ܴa���ƣ������O����
�a���ܴa�O�÷�����
���x��̎�ڜy����B���1�M������̖�@ʾ��B�r�����M���ܴa�O�á�
��1����ס�O���I�����_��ֱ���@ʾOA��
��2�������I�M���Ġ�B�������I�������I���pС�I����������Ğ�1111��
��3�����_�J�I���ܴa�O����ɡ�
« �ܴa�ڃx����늕r��1������ϟo���I�����r�����Ԅ����㡣
�����������O�÷�����
��1�����Ȱ��ܴa�O�÷����O���ܴa
��2����2�M����������ܴa�������ڽM���ܴa�O����ɺ��_�J�I���x�M�ĸ�������
��3�������M�ą�����ͨ�^��ס�O���I�����_������M��������M���x���@ʾԓ�M��1����Ч�����ķ�
̖��
��4���M����Ҫ�O�õą������ھ����_�J�I���ѭ�h�x�M���O�õą�����
��5�������I�{����ǰ������ԭ�O��ֵ���W�qλ����λ��
��6��ͨ�^���I�Ƅ���λ�������I��ֵ���pС�I�pֵ���������Ğ���Ҫ��ֵ��
« �Է�̖��ʽ��ʾ����ֵ�ą��������ĕr���W�qλ��̎��ĩλ��
��7�����_�J�I�����ĺõą��������D����һ������
�؏͢�-�߲������O�ñ��M������������
�˳��O�ã����@ʾ������̖�r����ס�O���I�����_��ֱ���˳������O�à�B��
« �څ����O���^���У���1������ϟo���I���������Ԅ��˳��O�à�B��
4��5 �Ӊ���λ
���É���Ӊ����������Ҫ����1.2Mpa�r���њ�Դ�����{������ݔ�������{��1.4-1.6Mpa֮�g���Ķ��_
��������A������ֵҪ������b�����a�����P�I��λ֮һ���C�����s�����b�����������ͱ�
��ƿ���ڵĶ�λҪ�������Ҫ����ӽӽ��_�P���r�������p�����C����ƿ�w�p�ȶ�λ�������y�϶�λ
���K�������Կس���b�õȽM�ɣ�ǰһ����є[���Ĝ�����͵�����λ���бP����r���϶�λ���K��
�_��ס�����y�������߶ȡ��p�ȶ�λ���������������쌦�ʇ����y�ڲ��c֮�Ǻϣ�ͬ�r���_���y��
����_ʼ�����O������ֵ���Ԅ�ֹͣ�������ܲ�����λ�����������Կز���늽��c���������cPLC��
�ơ�����λ�ĸ�������Ŀ��ƣ����ښ��늴��y������ȣ��{�����y�����yʹ�c֮�����Ě��֧ʹ��
��Ҫ���бP�������������϶�λ���K��ׄ������٣��p�ȶ�λ�ٶȴ�֮������M�o������њ��
�m���{�����ɡ�
4��6 ����ԇ�
������A����Ҫ�_��һ���r�ڃȟoй©������ԇ��ǹ��������|���z�y����Ҫ�h�������ܙz�y��
�ɷN������һ�N���������ڵ�����r�����������⣬���b�������]������ú���z�y�������z��ƿ�w
���Ӻ�̎�ܷ��Ƿ�ϸ���һ�N�����ǰѹ��Ĝ��������ˮ�У��^�y���ݵķ��������O����õ��Ǻ�
һ�N��ʽ��
����λ�əCе�ۡ������܉�������M����ʢ�b��������r���������D֧�ܡ�늄Ӝp�ٙC�ȽM�ɡ���һ��
����ɣ���������͵����ܹ�λ����ӽӽ��_�P�c�r�����ʴ_��λ���Cе��ǰ�M���Cе�֜ʴ_ץ��
�������Ȼ������ʹ������c�бPÓ�_���Cе����ֱ���\�ӣ��ќ��������܉���ȣ������Ʒ����ɂ���
������λ��������Ͳ�w�д���С���Ԍ��H��ʣ������M���ќ�������M���r�����r���b�M�����
��֧�����𣬲��D��120o�����½���ʢ�b������ĵ��r����ˮ������й©�z���ͬ�r����һ���r��
λ�����ý��՜�����Ĝʂ䡣�������C����λ���؏��������������Fѭ�h���I��
�ڙCе�۵������£�������c�бPÓ�_���бP�M������b�ã����Ԅ��½�������ݔ���������ݔ�͌�
�䷵�����a������ʼ�ˣ����F���gͣ���B�m���I������ԇ�Y�������������ќ�����ĵ��{��ȡ�£�
���ɻ���ɺ��N�˺���z����ӡ���N�˺���z����ӡ��һ������λ�����O�������a���ϣ����Ǹ����N
��Ҫ������a����Ҫ��������һ�����m�ĵط���
���]�aƷ�� ������ɷ۹��b���a�� 3D-SY200���߉�늄�ԇ���� 3DSY-S60������늄�ԇ����
�s�ܙC���>������S���b�O��>������ɷ۹��b���a��